總 部:029-88325700
地 址:西安市高新(xīn)區高新路80號望庭國(guó)際一單元901室
工 廠:029-86085235
網址:www.conhwa.net
地 址:西安(ān)涇河工業園北區西金路195號
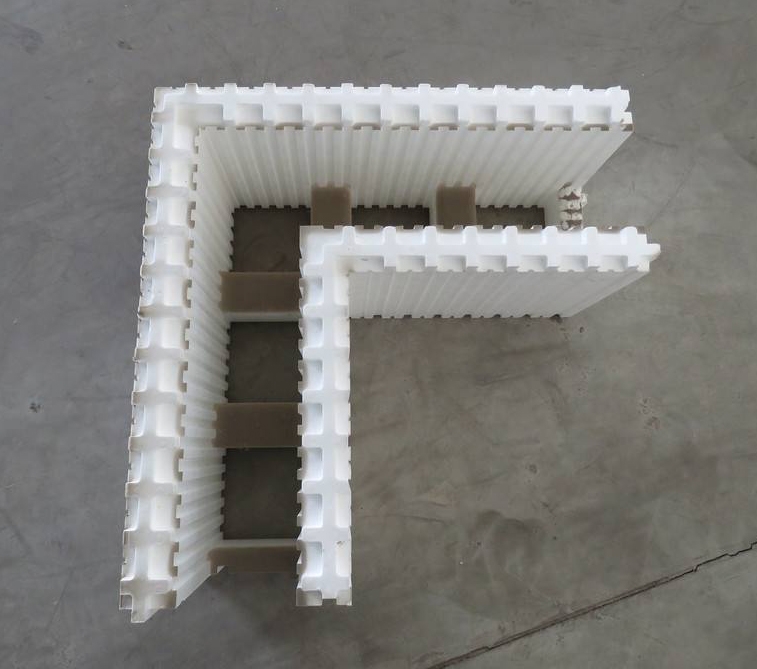
硬質聚氨酯(zhǐ)現場發泡可采用噴塗發泡機發泡的形式,亦可采用手工現場發泡的方式進行發泡。采用噴塗發泡(pào)機發泡,就是分別將A、B兩個組分(fèn)加人噴塗機的兩個機筒中,epp泡沫(mò)箱料(liào)液經加溫後,通過計量泵分別送至(zhì)噴槍內混合,在壓縮空氣作用下(xià)將混(hún)合物塗在被塗物表麵上(shàng),實現發泡。而手工發泡法則是把A、B兩組分分別稱量後,倒置於一容器中,然後立即把這兩組分原(yuán)料混合均勻注(zhù)入到需要充(chōng)填泡沫塑料的空間中去,起化學反應並發(fā)泡(pào)後得到泡沫塑料。手工發泡法的原材料利用(yòng)率較噴塗(tú)發泡機的利(lì)用率要低得多,有5%~10%(質(zhì)量分數)的原材(cái)料粘附在容器壁上不能利用。epp泡沫箱但由於(yú)該(gāi)方法可節省設(shè)備投入費用,在現場臨時(shí)施工或生產少(shǎo)量不定型製(zhì)品時仍可采用。

硬質聚氨酯(zhǐ)泡沫塑料在發泡過程中,原料溫度與環境溫度的高低及恒定與否直接影(yǐng)響(xiǎng)泡沫塑料製品(pǐn)的質量,環境溫度以20~30℃為宜(yí),原料溫度(dù)也應控(kòng)製在20~30℃或稍(shāo)高一些。環境(jìng)溫度過高,發泡過快,原料損耗(hào)過大;環境溫度過低,則泡沫形成困難,將造成泡沫脫落、死泡等缺陷。
一(yī)般在春秋季室溫20~25℃時,發(fā)泡速度(dù)正常,較易(yì)施工;夏季室溫在30~35℃時(shí),溫(wēn)度過高,發泡過快,應選擇清晨(chén)或晚(wǎn)間較為涼爽的時候進行(háng)施工;epp泡沫箱冬季,在(zài)室溫低於15℃時,可將原(yuán)材料加熱到30℃左右再進行發泡,這樣發泡效果較理想。